Главная
»
Самолетостроение
»
Автоматизированное проектирование конструкций
»
Технологичность деталей при проектировании (1.9.4). (4 Рис)
Технологичность деталей при проектировании (1.9.4). (4 Рис)
1.9.4.Технологичность деталей при проектировании
При проектировании всегда следует предпочитать детали цилиндрической или конической формы, как наиболее простые и дешевые для обработки. Там где это необходимо , для деталей предусматривают обрабатываемые резанием поверхности: плоские, винтовые, и эвольвентные. Форма не обрабатываемых резанием поверхностей деталей определяется технологическим способом изготовления детали.
Работа на станках для механической обработки состоит из двух операций: установки заготовки на станке и собственно обработки (или резания) её. Для ускорения и удешевления процесса обработки имеются два пути: упрощение установки заготовки на станке и ускорение процесса резания.
Ускорение процесса резания достигается уменьшением числа обрабатываемых поверхностей и их рациональным расположением. Для возможности обработки заготовок деталей обрабатываемые поверхности необходимо делать выше необрабатываемых на 3...10 мм, Как показано на Рис.1.7, где А – неправильная, Б – правильная конструкция.
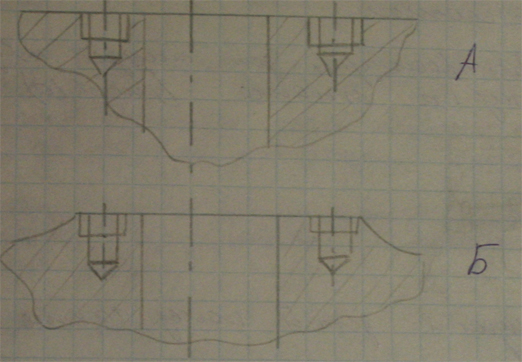
Рис.1.7. Рациональное расположение обрабатываемых поверхностей.
Уменьшение времени обработки может быть достигнуто правильным расположением поверхности обработки, требующим наименьшего числа приемов установки обрабатывающего инструмента. на Рис.1.8А показана неправильная конструкция, на Рис.1.8Б – правильная, выступы детали лежат в одной плоскости, благодаря чему их можно обрабатывать одновременно, при одной установки детали и режущего инструмента на станке.
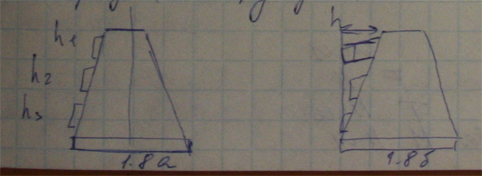
Рис.1.8. Пример расположения поверхностей обработки.
При расточке соосных отверстий необходимо предусмотреть возможность сквозной обработки детали для обеспечения соосности отверстий. На Рис.1.9.А деталь вначале нужно засверлить с одной стороны, затем установить заново на станке и засверлить с другой стороны. На Рис.1.9.Б показана правильная конструкция: оба отверстия обрабатываются одним инструментом, при одной установке детали и оба отверстия после обработки будут соосны.
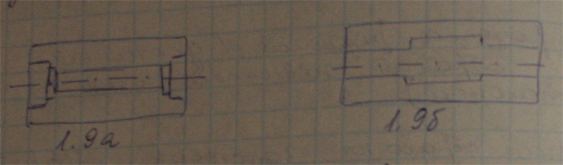
Рис.1.9. Пример обработки отверстий в детали.
При проектировании деталей следует предусмотреть возможность их обработки на станках. На Рис.1.10. показано отверстие А, его невозможно просверлить (нет подхода для инструмента). Расположение отверстия Б выбрано правильно, т.е. обеспечен удобный подход для сверления отверстия.
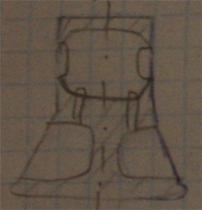
Рис.1.10. Пример расположения отверстий в детали.
Для уменьшения отхода материала заготовки детали в стружку форма ее должна максимально приближаться к форме готовой детали.
Для изготовления деталей пользуются также термической резкой, которой можно заменить изготовление аналогичных деталей на металлорежущих станках, как, например изготовление фасонных заготовок из листов для станин, рам, барабанов.
Детали должны быть изготовлены таким образом, чтобы была возможность сборки изделия.
Машина должна быть спроектирована так, чтобы можно было удобно и надежно смазывать ее трущиеся части. Для возможности удобного ремонта и быстрой замены изношенных деталей все ответственные, опасные и изнашивающиеся детали должны быть доступны для надзора, осмотра, разборки и сборки. Пример: Расположение подшипников вагонных тележек и тормозных колодок железнодорожных вагонов очень удобно для постоянного контроля.
Друзья! Приглашаем вас к обсуждению. Если у вас есть своё мнение, напишите нам в комментарии.